今天介绍的发明是由长沙理工大学与加加食品集团股份有限公司联合申请,发明名称为一种基于强化发酵工艺的减盐酱油生产方法(申请号 202511070144.9,申请公布号 CN120814634A,申请日 2025年07月 31日),发明人为蒋雪薇、张家越、周德华、刘风柱、宋春香。该发明通过 “一次发酵 + 强化发酵” 的双发酵模式,结合产乙醇酵母接种技术,解决了传统减盐酱油风味淡薄、货架期短等痛点,实现了减盐与品质提升的双重目标。
酱油作为我国传统调味品,以其醇厚鲜美的风味深受消费者青睐,现代规模化生产多采用高盐稀态发酵工艺,产品盐含量通常在 18%~22%。随着 “健康中国 2030” 规划纲要及 “三减三健” 行动方案的推进,减盐成为食品工业的重要发展方向,成人每日盐摄入量建议不超过 5 克,酱油减盐已成为行业亟待解决的关键问题。
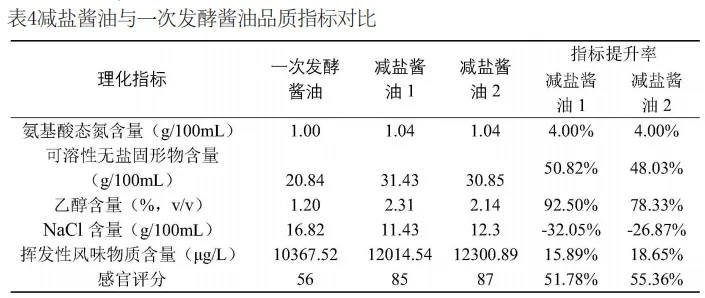
目前主流的减盐酱油生产方法存在明显缺陷:脱盐法(如电渗析)在去除盐分的同时会造成风味物质流失,导致产品品质下降;传统低盐发酵法周期短,风味远不及高盐稀态发酵,且低盐环境易引发微生物污染,增加生产风险;高盐发酵酱油稀释法虽能降低盐浓度,但会导致氨基酸态氮、可溶性无盐固形物等关键指标显著降低,风味变淡薄,需通过添加味精等成分提升等级,不符合 “清洁标签” 产品的市场需求,同时稀释会升高水活度、降低乙醇等防腐成分含量,缩短产品货架期。
为解决上述问题,行业内不断探索新型减盐技术,包括优化发酵菌种、改进工艺参数等,但多数方案未能兼顾盐含量降低与风味、稳定性提升。本研究基于现有技术痛点,创新提出 “一次发酵奠基 + 强化发酵富集” 的双发酵工艺,通过在两次发酵中接种产乙醇酵母Ko-M1(保藏编号 CGMCCNO:32852),强化风味物质生成与积累,同时提升乙醇含量以增强防腐能力,最终通过稀释获得盐含量达标、品质稳定的减盐酱油,为行业提供了兼具实用性与经济性的解决方案。
工艺路线:
(1)原料预处理:豆粕采用 125~145℃连续蒸煮 15~30 分钟,小麦经 320~360℃进料、220~250℃炒制 2~5 分钟(停机温度 140~150℃),水分控制在 2~6%,破碎至 4~6 瓣;
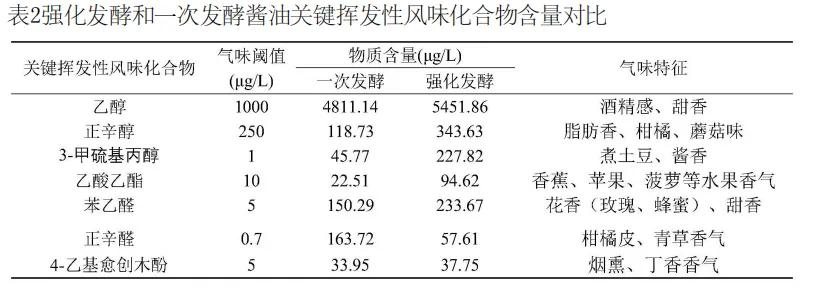
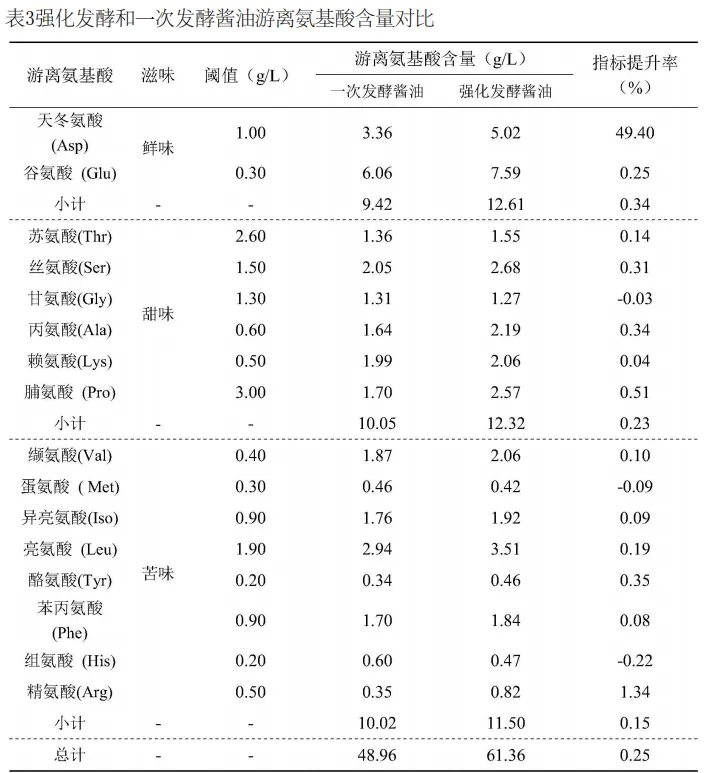
(2)制曲:将蒸熟豆粕与焙炒小麦粉按(5~7):(5~3)的质量比混合,接种万分之 3~5 的沪酿 3.042 米曲霉孢子粉,在 30~34℃、相对湿度 85~90% 的条件下制曲 38~44 小时,期间进行 3 次翻曲(12~14h、18~20h、26~28h),成品曲水分含量控制在 30~34%;(3)一次发酵:成品曲与盐水按 1:1.9~2.2 的比例混合,制备盐浓度≥16%(w/v)的醪液,采用两段控温(前 30 天 15~25℃,后期 28~32℃),自然发酵 4~6 个月,发酵 30~60 天接种 10⁶~10⁷CFU/mL 的奥默柯达酵母菌液 Ko-M1,发酵期间按阶段进行压缩空气搅拌,结束后压榨获得一次发酵生酱油;(4)强化发酵制醪调制:采用 30~60% 的盐水与一次发酵生酱油按(0.25~1):1 的比例混合,制备氨基酸态氮 0.4~0.65g/100mL、NaCl 含量 20~25%(w/v)的强化发酵制醪酱油;(5)强化发酵:成品曲与强化发酵制醪酱油按 1:1.8~2.5(w:v)混合制醪,调整初始 pH 至 6.0~6.5,采用两段控温(前 30 天 25~28℃,后期 28~32℃),发酵 3~4 个月,第二阶段接种 10⁶~10⁸CFU/mL 的奥默柯达酵母菌液,每周搅拌 1~2 次,结束后压榨获得强化发酵生酱油;(6)成品制备:将强化发酵生酱油用去离子纯净水按 1.25~1.4 倍稀释,使盐浓度 < 12.5g/100mL、氨基酸态氮 1~1.15g/100mL,经调配、高温瞬时灭菌、膜过滤获得成品。游离氨基酸与关键挥发性风味化合物分析显示:强化发酵酱油的鲜味氨基酸(天冬氨酸 + 谷氨酸)含量从 9.42g/L 提升至 12.61g/L,提升率 34%;3 - 甲硫基丙醇(酱香)、乙酸乙酯(水果香)等关键风味物质含量显著增加,其中 3 - 甲硫基丙醇从 45.77μg/L 提升至 227.82μg/L,乙酸乙酯从 22.51μg/L 提升至 94.62μg/L,风味层次更丰富。