Optics &Laser Technology|5.1|中科院2区Top| Q1|
导读
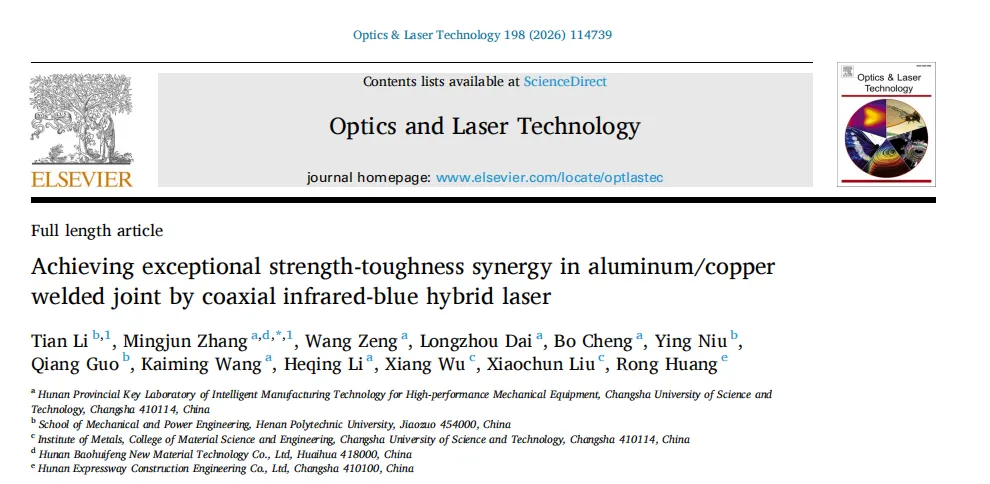
针对铝-铜激光焊接中存在的能量耦合效率低、界面结合强度弱等问题,本研究采用新型红外-蓝光复合激光技术开展了铝/铜搭接焊研究。通过扫描电镜原位拉伸试验与理论计算相结合,揭示了接头强韧协同增强机制。结果表明,熔深增加与根状结构形态的形成与红外-蓝光复合激光的能量密度密切相关,间接证实了蓝光激光对红外激光能量吸收的促进作用。在适宜的蓝光激光辐照下,马兰戈尼效应与反冲压力的共同作用抑制了铜元素的扩散行为,从而有效改善了熔池内微观组织的均匀性。
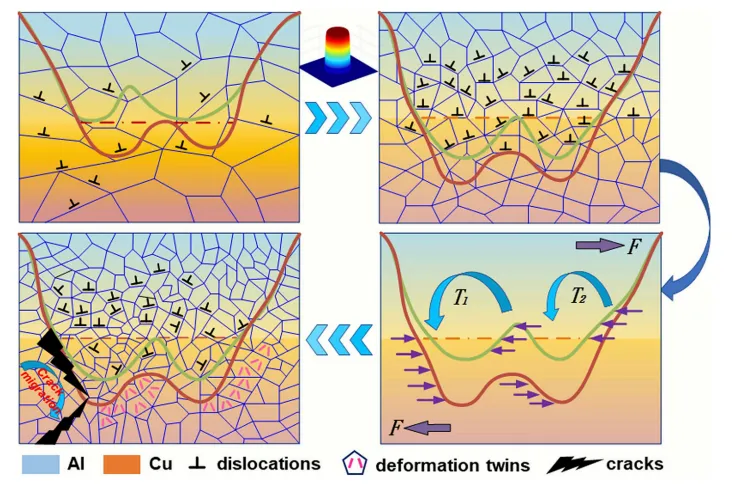
铝/铜界面结合强度的提升主要归因于界面处的位错强化与细晶强化效应,而在原位拉伸过程中裂纹向铜基体扩展则是根状熔池的驱动作用所致,铜基体内的形变强化进一步补偿了接头的韧性。蓝光激光辅助下形成的熔池微观组织不仅增强了接头的强度与韧性,还有利于提升接头的导电性能。其中,接头的最大剪切拉伸强度与韧性分别提升了29.4%和24.2%。
主要图表
图1. 红蓝混合激光焊接示意图。
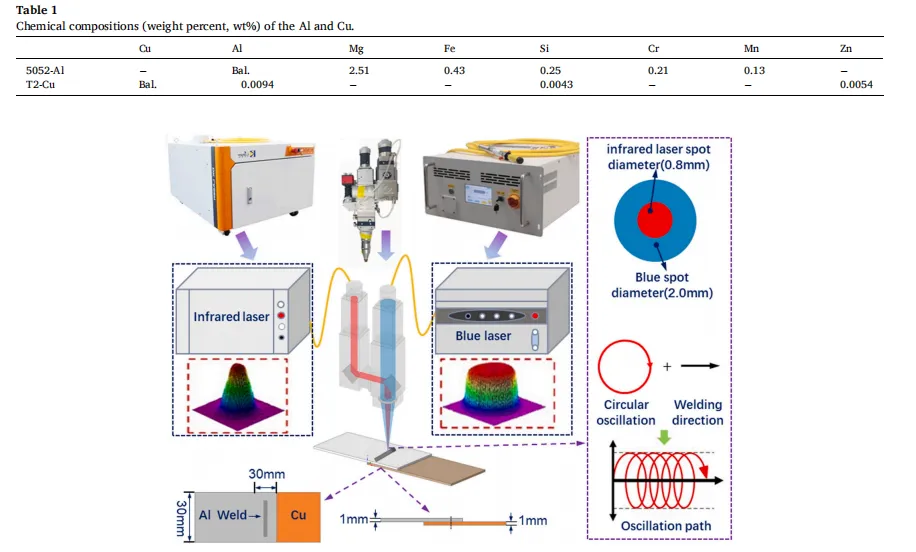
图2. (a)拉伸试样尺寸与(b)接触电阻测量的示意图。
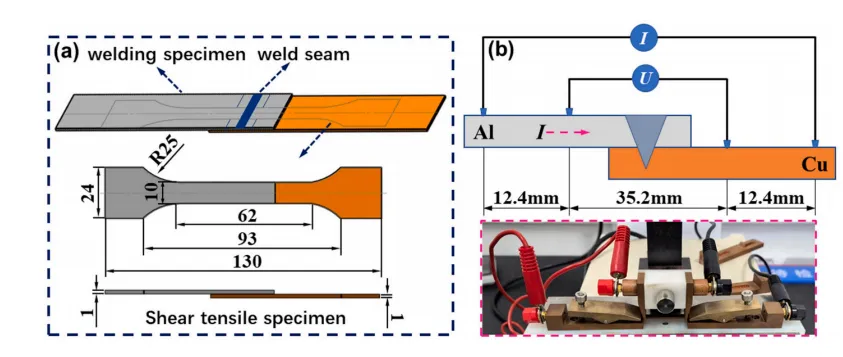
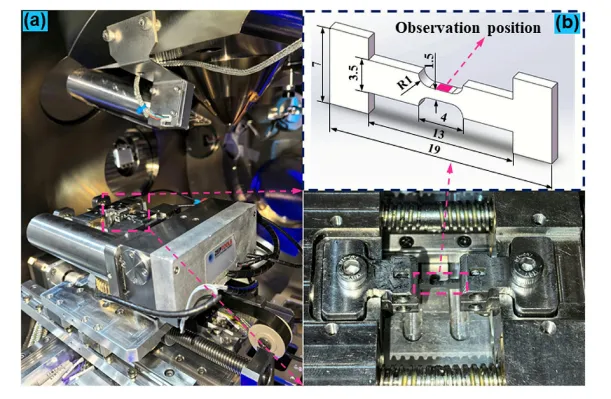
图3. (a) 原位拉伸实验示意图及 (b) 样品尺寸示意图。
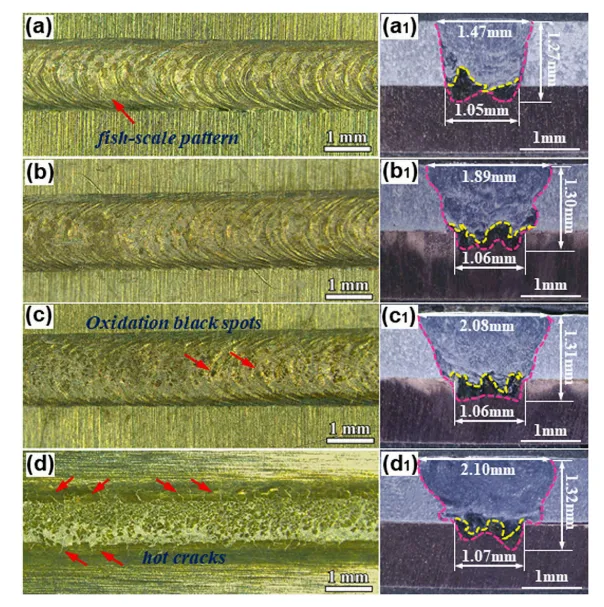
图4. 不同蓝光激光功率下焊缝表面及横截面形貌:(a-a1) 0 W,(b-b1) 300 W,(c-c1) 500 W,(d-d1) 800 W。
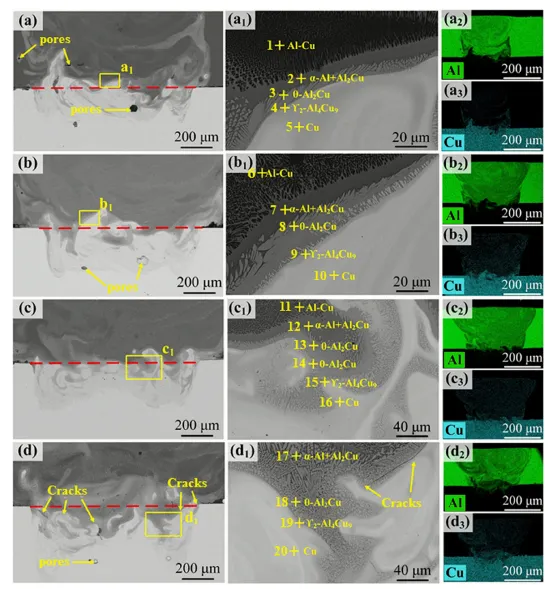
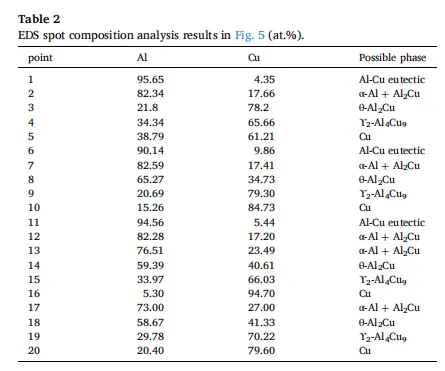
图5. 不同蓝光激光功率下熔池的SEM形貌及EDS表面扫描结果:(a-a3) 0 W,(b-b3) 300 W,(c-c3) 500 W,(d-d3) 800 W。
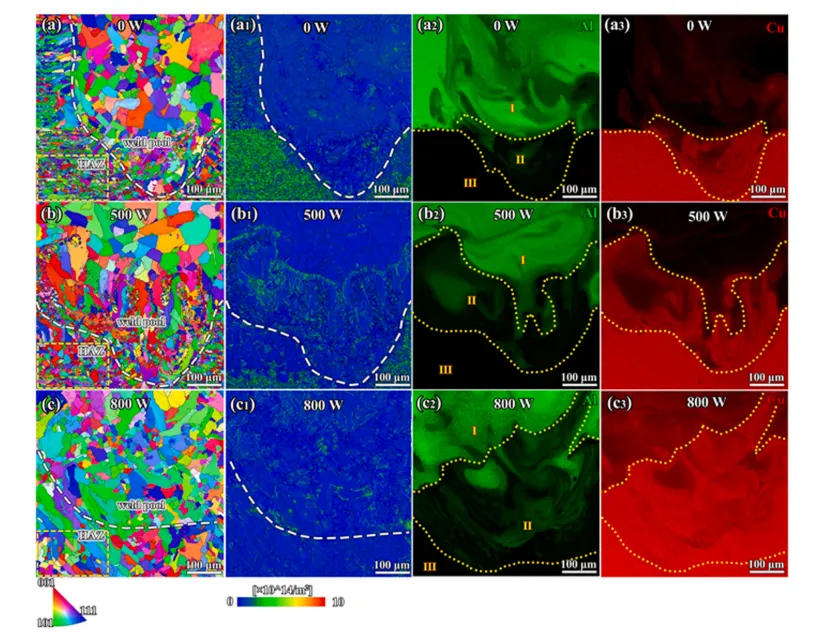
图6.不同蓝光激光功率下熔池的 EBSD 和EDS表面扫描:(a-a3)0W,(b-b3)500W,(c-c3)800W。
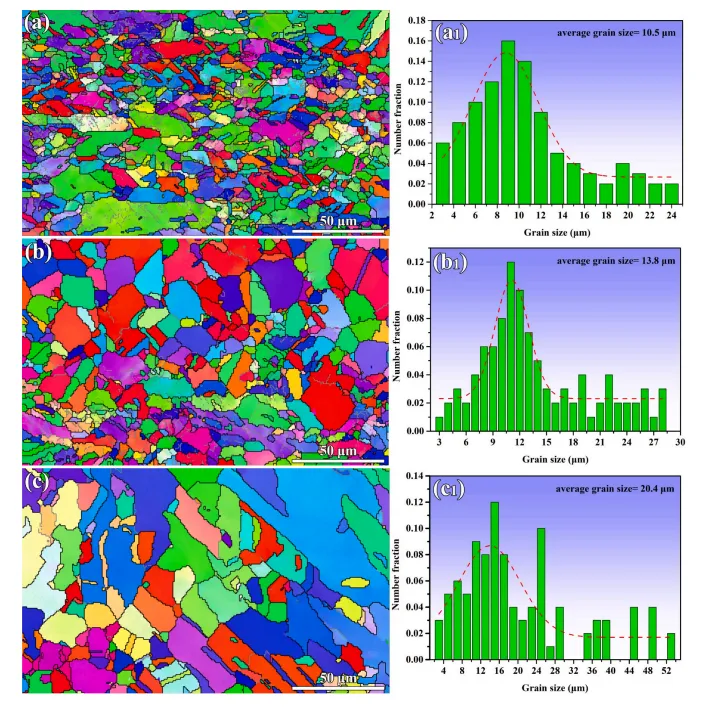
图7. 图4中热影响区的放大视图及晶粒尺寸分布:(a-a1) 0 W,(b-b1) 500 W,(c-c1) 800 W。
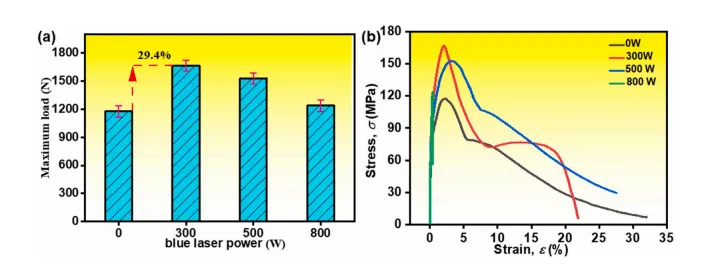
图8. (a) 不同蓝光激光功率下接头的最大剪切拉伸强度,(b) 对应的应力-应变曲线。
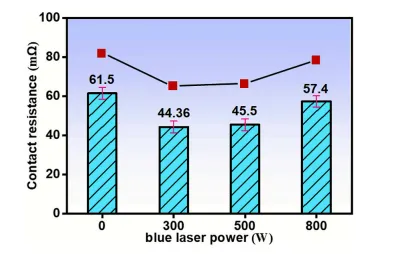
图9. 不同蓝光激光功率下接头的接触电阻。
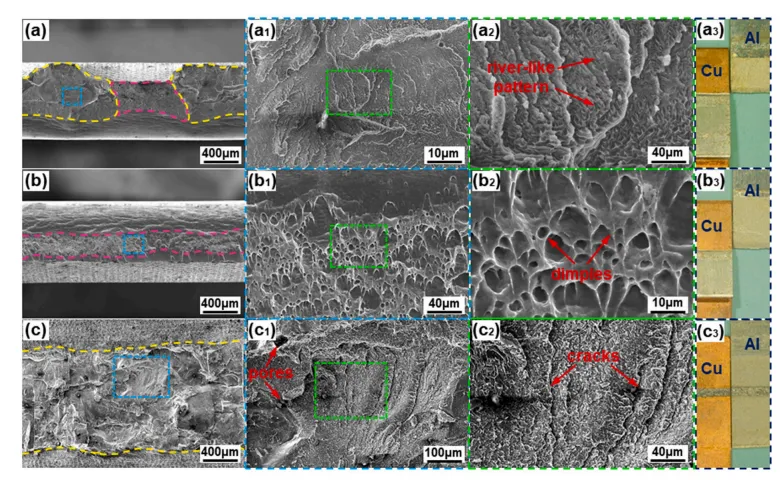
图10. 不同蓝光激光功率下断裂的SEM形貌:(a-a2) 0 W,(b-b2) 500 W,(c-c2) 800 W,以及(a3)、(b3)、(c3)关节的断裂位置。
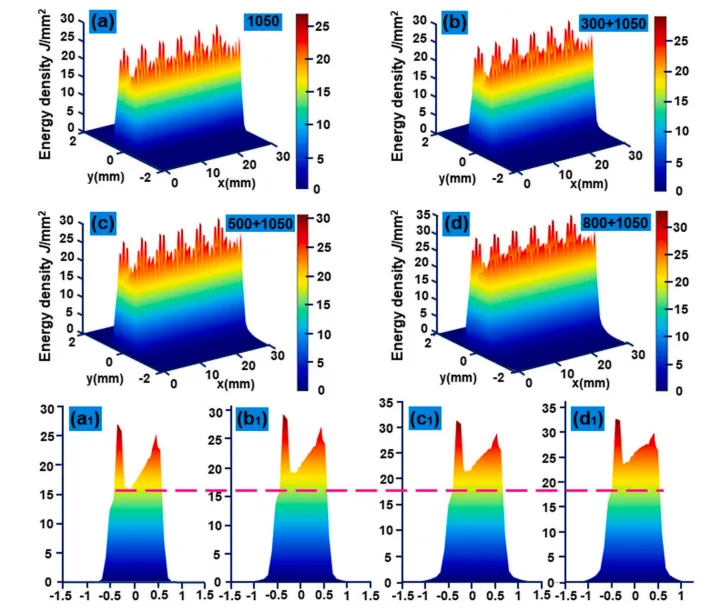
图11. 不同蓝光激光功率下的能量密度分布:(a-a1) 0 W,(b-b1) 300 W,(c-c1) 500 W,(d-d1) 800 W。
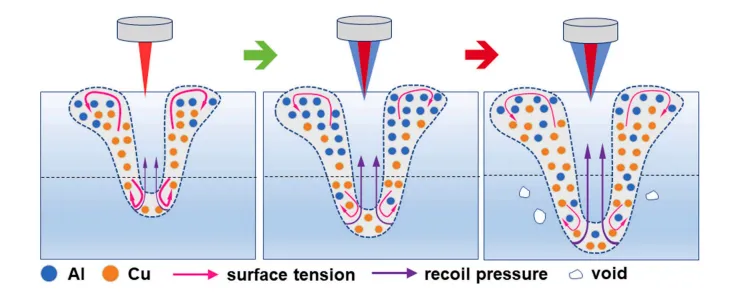
图12. 不同蓝光激光功率下铜元素扩散的示意图。
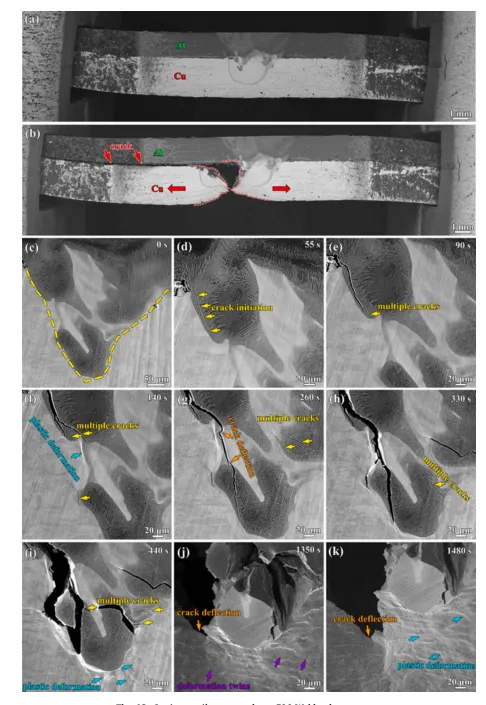
图13. 500 W蓝光激光功率下的原位拉伸试验结果。
图14. Al-Cu红外-蓝光混合激光焊接接头强度与韧性增强示意图。
主要结论
本研究基于红外激光与蓝光激光工艺优势的全面结合,采用红外-蓝光同轴复合激光焊接工艺开展铝-铜搭接焊实验研究。探讨了蓝光激光辅助效应对接头微观组织、力学与电学性能、断裂特征及强化机制的影响,主要结论如下:
(1)蓝光激光有效促进了红外激光的能量吸收,增加了熔深并形成了具有“犬齿交错”效应的根状熔池,有利于提高接头抗剪强度。
(2)与单一红外激光相比,红外-蓝光复合激光通过降低温度梯度,有效抑制了铜元素向铝熔池的扩散,显著改善了熔池内微观组织的均匀性。
(3)在500 W蓝光激光功率下,铜侧热影响区平均晶粒尺寸(13.8 μm)大于单一红外激光焊接(10.5 μm),且界面处晶粒明显细化,形成了具有应变梯度强化效应的高位错密度区。
(4)随着蓝光激光功率增加,接头的强韧性及导电性均呈现先升高后降低的趋势。接头最大剪切拉伸强度与韧性分别提升29.4%和24.2%,断裂模式由混合断裂转变为韧性断裂与脆性断裂并存。
主要信息
Achieving exceptional strength-toughness synergy in aluminum/copper welded joint by coaxial infrared-blue hybrid laser
https://doi.org/10.1016/j.optlastec.2026.114739
本文版权归原作者所有,仅供交流学习之用,最终解释权归本公众号(激光制造研究)所有。欢迎课题组招生、文章宣传、招聘等各类信息的投稿(免费)。